
PROCore® Available in 24"
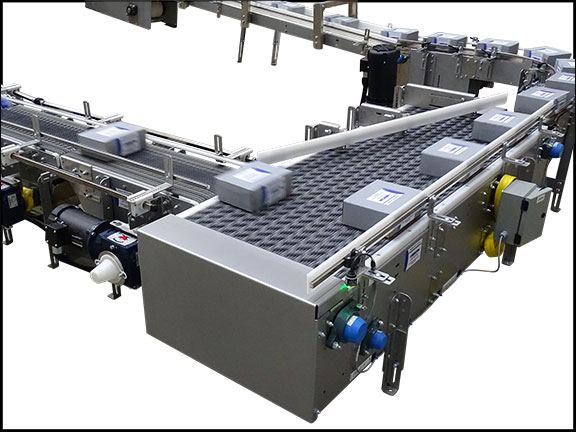
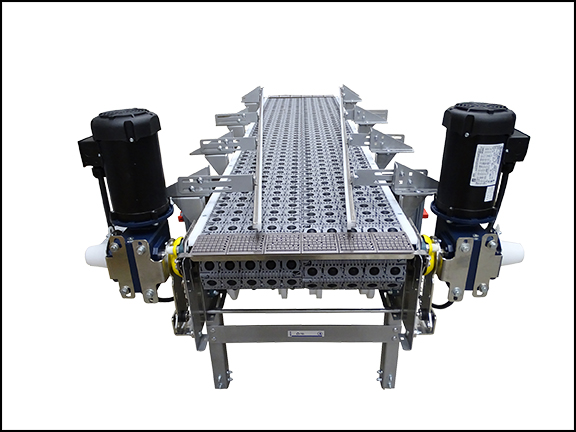
ARB™(Activated Roller Belt™) Conveyor System
Innovative ARB™ Conveyor Design

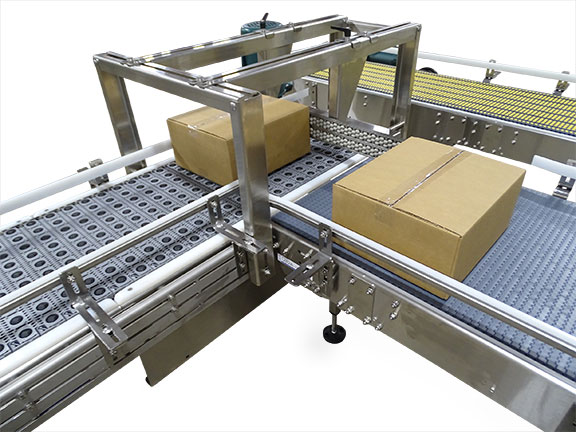
Manufacturers require efficient, reliable product handling conveyor systems that can maneuver a variety of product types, while managing high throughput within a small footprint. Angled Roller Belt (ARB™) also referred to as Activated Roller Belt™, is a technology patented by Intralox. The ARB™ conveyor systems optimize production line layouts by meeting the demand for efficient and reliable sorting, diverting, and turning of a wide range of applications.
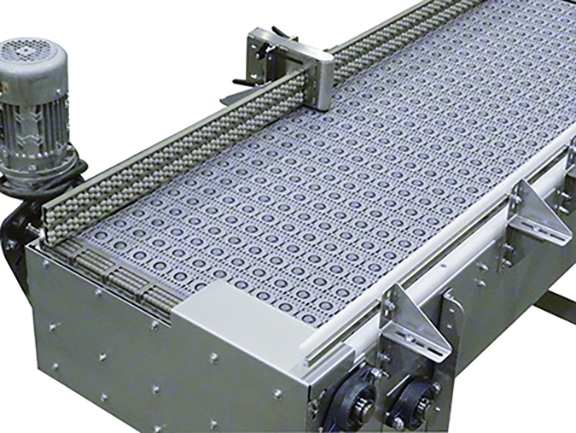
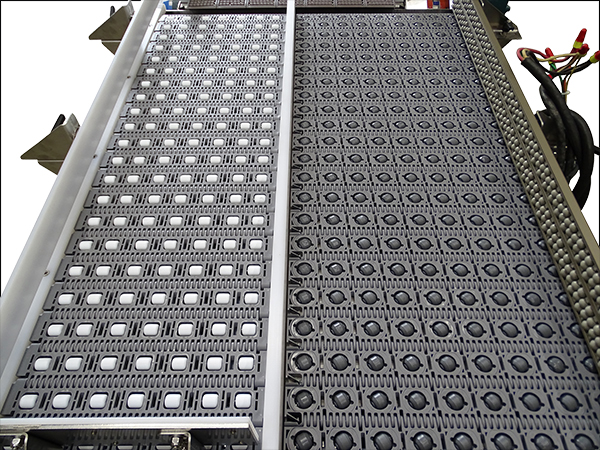
The ARB™ engages the rollers by means of a friction surface located beneath the belt for use of diverting and aligning product. ARB™ conveyors can change the direction, alignment, location, and speed of an item independently without using rails or complicated controls which reduces equipment costs and minimizes labor costs in clearing jams or correcting stoppages. The ARB™ can divert products from their current position to either reorient the product position or direct the product onto a new conveyor at a 90-degree angle.
See Our Products in Action
Watch Our Videos





Attributes:
![]()
Flexibility: ARB™ belting is modular in design and repairs can be made by pulling the pin and exchanging the necessary section.
![]()
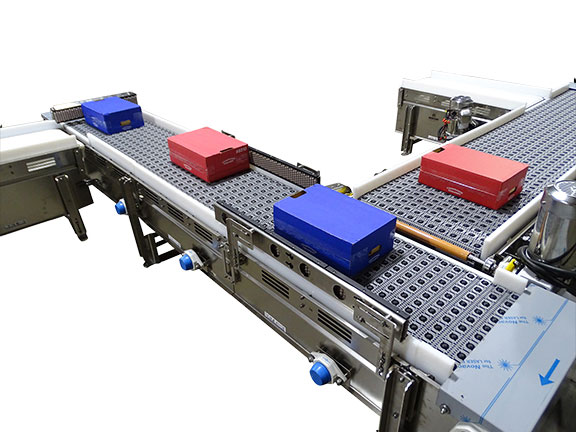
Adaptability: These systems can handle a variety of package shapes and sizes.
![]()
Speed: Packages have been tested to travel at 220 packages per minute.
![]()
Reliability: Without guide rails, gating and pushers, these systems show a significant reduction in breakdowns and jams.
![]()
Low Maintenance: Few components result in less maintenance.
Solutions:
![]()
Bump Turn: A fixed or pneumatically controlled protrusion from the side rail added to help start the turning process.
![]()
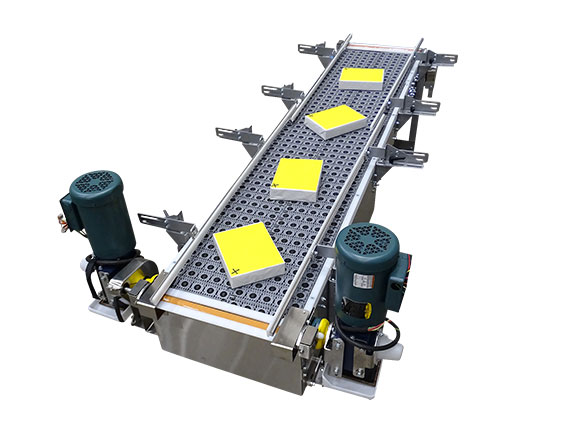
Diverting: Products rest on free-spinning angled rollers that are positioned at an angle in relation to the direction of the belt, including 90-degree transfers from one lane to another.
![]()
Product Jams: No downtime caused by product jams or sorting errors.

Contact Us
Looking for a solution designed specifically for your needs? Share the details of your project with us, and our team will create a customized quote tailored to your goals, budget, and requirements.
Applications for ARB™ Conveyor Systems
Nercon’s dedicated team of experts works closely with customers to determine how ARB™ conveyance can impact the functionality and cost-effectiveness of a production line layout. Our extensive knowledge of conveyor equipment, as well as the industries we serve, ensures the right solution is implemented.
- Boxes
- Cartons
- Cases
Sizing Information
- Available in 24"
See Our Products in Action
Explore Our Product Image Gallery









HelpfulGuides, Insights & More
Product Resources
Request Quote
Looking for a solution designed specifically for your needs? Share the details of your project with us, and our team will create a customized quote tailored to your goals, budget, and requirements.
Related Industries

Beverage

Cheese & Dairy

Confectionery & Candy

Frozen Foods

Health & Beauty

Household Cleaning Products

Meat & Poultry

Pet Food & Supplies

Pharmaceuticals

Produce
