Conveyor Systems for Beverage Industry

Engineered for hygiene, performance, and reliability
Beverage Production Conveyor Solutions
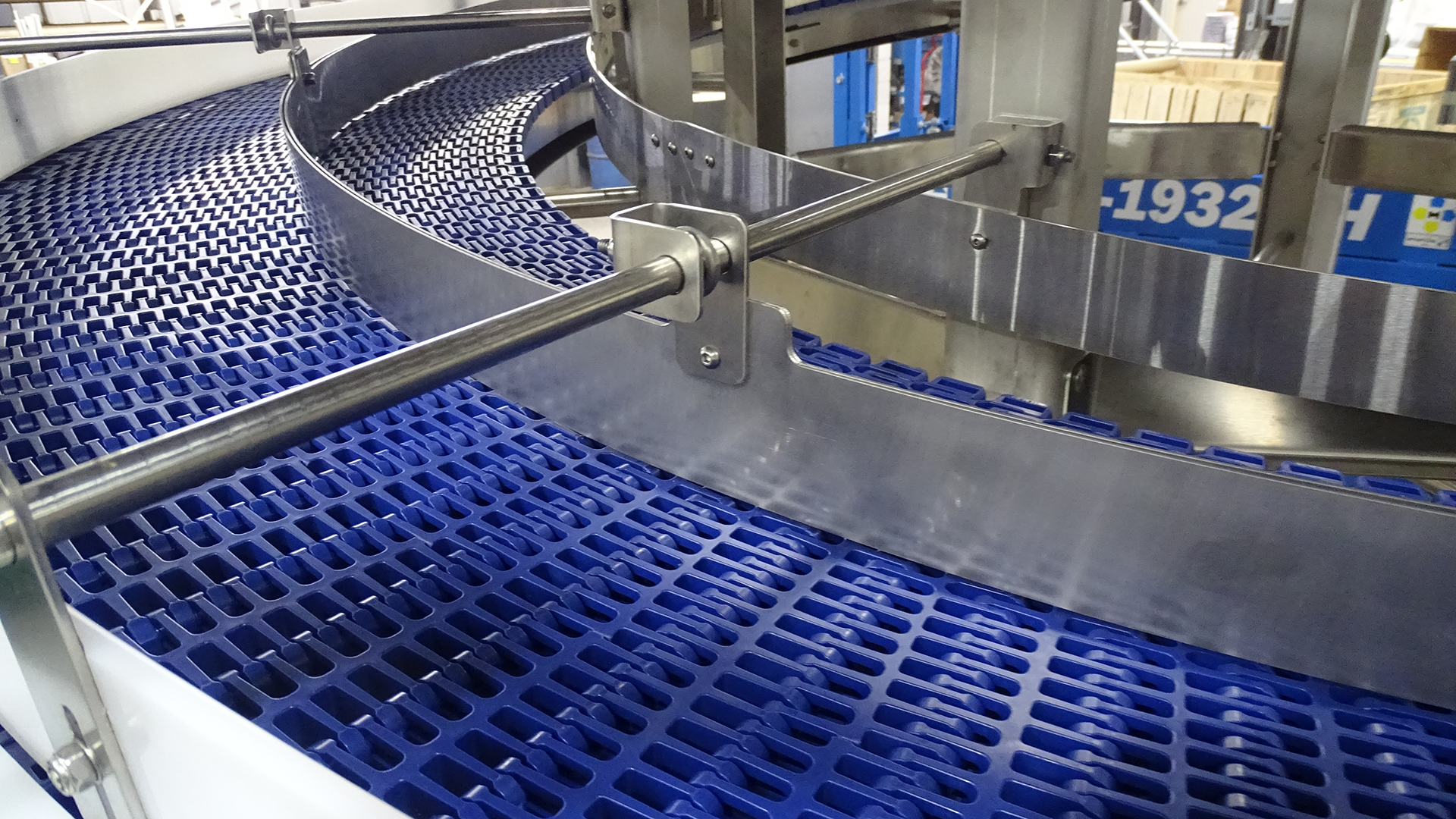
The beverage industry demands equipment that can keep up with high production volumes—without compromising sanitation. Nercon’s conveyor systems are built to meet these challenges head-on, helping beverage producers safely and efficiently transport bottles between brewing, bottling, packaging, and distribution.
Smarter Systems for Smoother Production
As demand grows, so do production pressures. Nercon’s experts work closely with manufacturers to identify improvement opportunities at every point in the line—from reducing product build-up and minimizing transfer issues to handling material changes and package size variations.
Engineered for Cleanability and Uptime
-
ProCore®: High-performance conveyor solutions designed to maximize uptime and reliability.
-
HydroCore®: Cleanable conveyor systems built for productivity and sanitation.
-
CIP & COP Equipment: Hygienic clean-in-place and clean-out-of-place options that reduce bacterial harborage points and increase production time.
Experience
Adaptable and versatile conveyor products provide endless beverage conveying process possibilities, including:
- Accumulating
- Elevating
- Combining
- Sorting
- Inclining
- Dividing
- Rejecting
- Diverting
- Cap Sterilizing
- Rinsing
- Leak Testing
- Merging
- Single Filing
- Mass Flowing
- Bottle Filling
Applications:
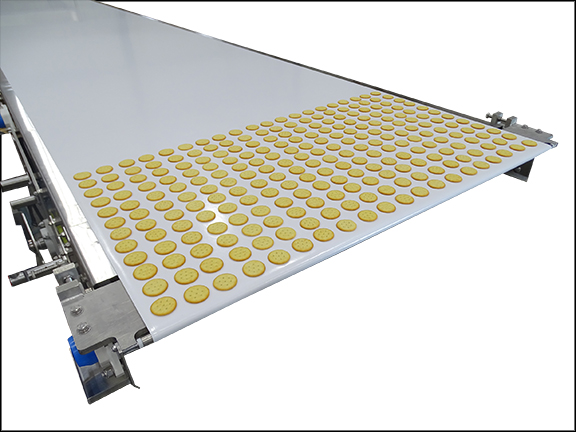
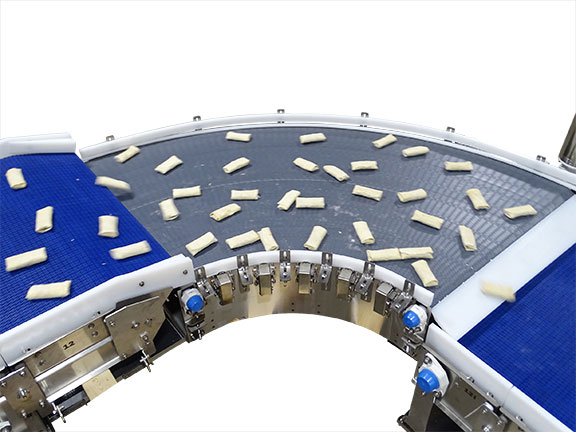
Designed to handle a wide range of beverage and packaging applications with precision and efficiency.
- Formed Packages and Envelopes
- Jugs
- Containers
- Pouch Packages
- Stand-up Pouches
- Coffee
- Tea
- Soft Drinks
- PET Bottles
- Glass Containers
- Infant Formula
- Beer
- Wine and Spirit Lines
- Water
- Juice
HelpfulGuides, Insights & More
Our Resources

See Our Products in Action
Watch Our Videos



See Our Products in Action
Explore Our Product Image Gallery







Beverage Industry
Product Handling Conveyors

What's New
Innovations & Updates
Stay up to date with Nercon's latest innovations, from advanced conveyor solutions that streamline production to faster delivery advantages - all designed to enhance efficiency and performance.







Request A Quote
Looking for a solution designed specifically for your needs? Share the details of your project with us, and our team will create a customized quote tailored to your goals, budget, and requirements.
Frequently Asked Questions
What types of products can Nercon food and beverage conveyor systems handle?
Nercon conveyor systems handle a wide range of packaged and unpackaged products, including bottles, cans, dairy, baked goods, meats, and produce, with configurations tailored to your products and facility.
Why is sanitation so critical for food and beverage conveyors?
Effective sanitation prevents contamination, protects brand reputation, and supports regulatory compliance, so Nercon designs conveyors with open, hygienic structures that enable thorough, repeatable cleaning and minimize bacterial harborage.
What are HydroCore® conveyors and how do they improve hygiene and uptime?
HydroCore® conveyors are Nercon’s sanitary line engineered for high productivity, featuring stainless steel construction, sloped surfaces, and tool-less, removable components that speed washdown, reduce harborage points, and help shorten changeover time.
Can Nercon customize a conveyor solution for my line?
Yes, Nercon specializes in custom-engineered systems, collaborating with your team to match throughput, product mix, space constraints, and sanitation requirements so the conveyor design optimizes efficiency and long-term operating costs.
How do Nercon conveyors help prevent cross-contamination between products or allergens?
Designs with smooth, crevice-free surfaces, proper drainage, and robust washdown capability combined with options like quick-release belts and easy-access components, support faster, more effective cleaning between runs to help reduce cross-contamination risk.