Conveyor Systems for Confectionery
Our strengths in handling candy are a clean conveyor design with flexible and versatile conveying solutions. We have handled raw product, products in small packages, as well as in cases.

Hygienic Conveyor Solutions for Demanding Environments
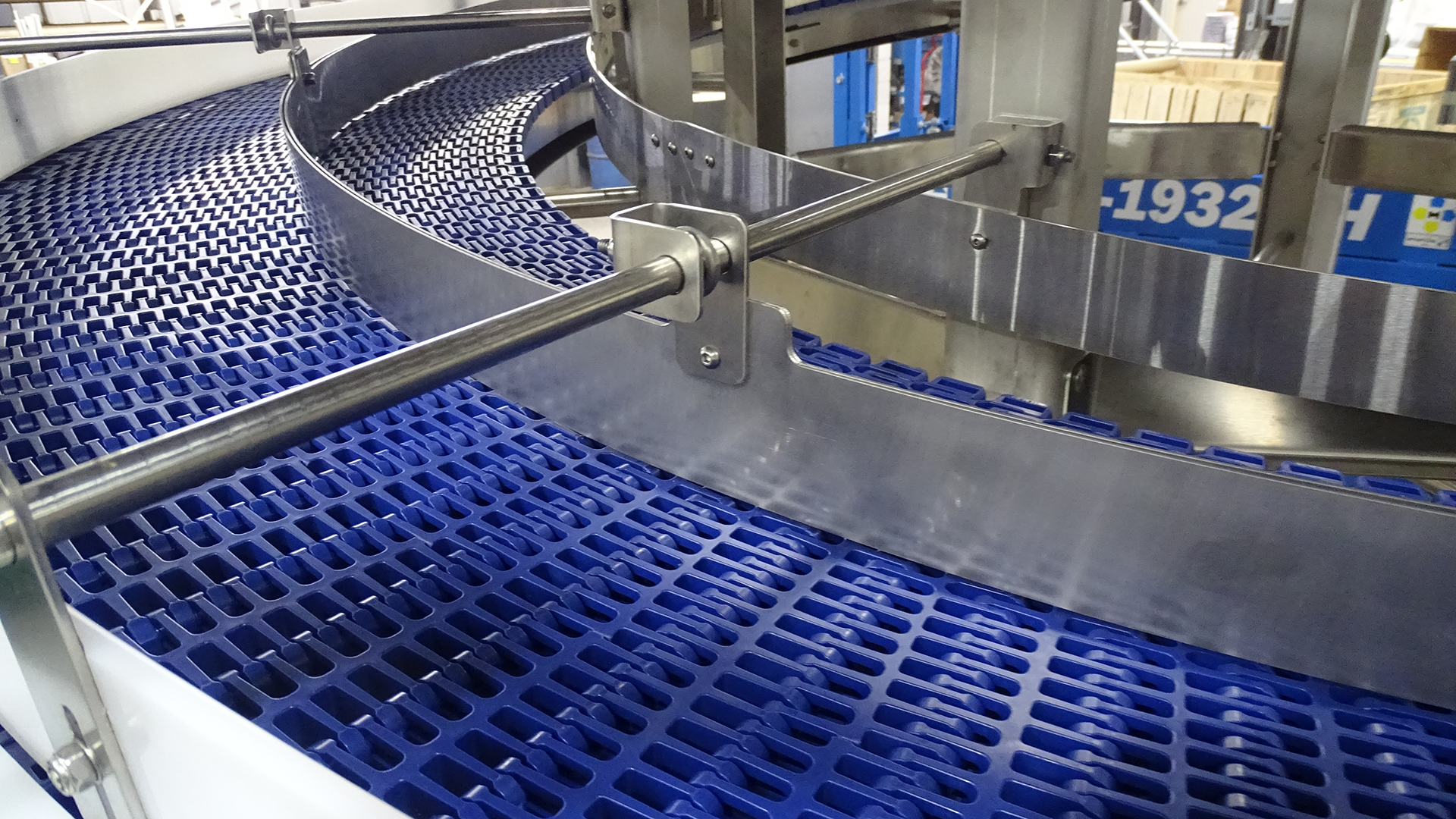
Designed with cleanliness in mind to help protect against cross contamination, Nercon’s wide belt systems offer versatility in design and use. Nercon's designs also focus on lower maintenance, durability and quick changeover between products.
Experience for Conveyor Systems for Confectionery
We have also engineered and manufactured cleated and scooped elevators, storage hoppers, accumulators and mass flow conveyors for gentle handling of both bulk and wrapped confectionery products.
- inclines
- angled transfers
- noser belts
- cooling belts
- trough belts
- side wall belt conveyors
Application
Confectionery Conveyors Experience

Process Room Conveyors
Raw ingredients and bulk candies have been handled on Nercon's trough conveyors, continuous belt conveyors, side-wall conveyors and scoop elevators.

Package Handling Systems
Nercon's tabletop, MatTop or roller top belt systems have been engineered for many types of applications, including: indexing, sorting, merging, carton filling and packing.

Carton and Case Systems
Systems have been engineered to elevate, divert or merge, collate, accumulate as well as code reading and case weighing.
HelpfulGuides, Insights & More
Our Resources

See Our Products in Action
Watch Our Videos

See Our Products in Action
Explore Our Product Image Gallery








Process Room Conveyors

Product Packaging Conveyors
What's New
Innovations & Updates
Stay up to date with Nercon's latest innovations, from advanced conveyor solutions that streamline production to faster delivery advantages - all designed to enhance efficiency and performance.







Request A Quote
Looking for a solution designed specifically for your needs? Share the details of your project with us, and our team will create a customized quote tailored to your goals, budget, and requirements.
Frequently Asked Questions (FAQ)
Can you provide customized solutions for my specific needs?
Absolutely. We offer flexible and versatile conveying solutions. We can engineer and manufacture custom systems, including cleated and scooped elevators, storage hoppers, and accumulators, to meet your unique application requirements.
What is the difference between a MatTop conveyor and a tabletop conveyor?
Learn more about the differences between MatTop and tabletop conveyors on our Conveyor Types page.
Do you offer solutions for product cooling?
Yes, our experience includes cooling belts designed for the confectionery process.