

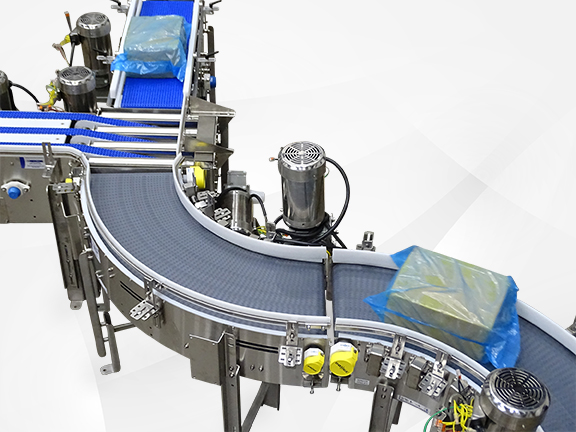
Nercon’s sanitary conveyors provide a complete solution for cheese manufacturers
July 29, 2021
3 Ways Nercon Moves Cheese from Curd to Carton
The global cheese market is experiencing strong growth with consumption in the European Union leading all other countries at nearly 10.5 million tons of cheese consumed per year, with the U.S coming in second at 6.3 million tons of cheese consumed per year, according to a 2020 Statista report. That averages out to 40.65 pounds of cheese eaten per person in the EU and 38.36 pounds per person per year in the U.S.
What’s more is the U.S. cheese market was valued at $34.3 billion in 2019 and is expected to reach $45.5 billion by 2027, with a 1.1% expected increase in U.S. cheese production in 2021 alone. This leaves cheese producers with a challenge: the need to increase production to meet demands while also improving profitability. And a large part of the solution lies in cheese conveying.
While the complete cheese manufacturing process can occur at one facility, often the cheese-making and cheese processing/packaging occur at two different locations due to space and differences in conveying needs. This makes speed—and limiting the amount of downtime due to strict cleaning standards on the front end of the process—crucial to getting high-quality and safe cheese to market, and quickly.
Nercon’s Approach to Sanitation and Efficiency through Sanitary Conveyors
As a dairy-state manufacturer, it's no surprise that dairy is one of the leading food industries Nercon serves. The dairy industry is heavily regulated and guided by NSF, 3-A and ANSI. Nercon works to ensure requirements are met for 3A Sanitation Codes, USDA inspections and other regulatory agencies through its HydroCore® line, a family of customizable hygienic conveyors designed to reduce bacterial harborage points while increasing production up-time.
Cheese Application
Raw
|
Bulk and Portion Packaged
|
|
|
|
3 Ways Nercon Helps Expedite Cheese Manufacturing in America
Producing high-quality cheese with superior taste and texture requires a controlled environment. Too much moisture, milk temperature that’s too high or low (or temperature changes that are made too quickly), unclean equipment and bacteria are just a handful of issues that cause problems in cheese production. And each one is impacted by reliable hygienic conveyors moving the cheese to the right part of the manufacturing facility and within the right time frame to optimize the cheese-making process, as well as ensure the highest possible product output. That’s where Nercon’s dairy industry-specific solutions come in.

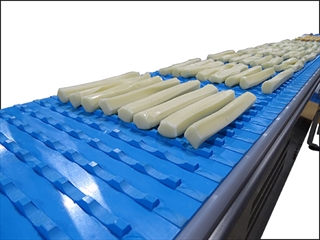
- Sanitary Conveyors for the Cheese-Making Process – For the handling of raw cheese making materials at the front-end of the cheese manufacturing process, Nercon’s HydroCore® line provides six different customizable designs, with the Sanitary Flat Belt Conveyor being Nercon’s top-selling option for the dairy industry, according to Dan Mentzel, Nercon Account Manager. Nercon’s Sanitary Trough Conveyor works well for loose products, such as cheese curds.
“There are no harborage points for bacteria on the Sanitary Flat Belt Conveyor, which features a smooth blue belt that is very hygienic and can be easily cleaned,” Mentzel said. “It’s made for ready-to-eat foods, and we find that our cheese manufacturing customers tend to put 40-lb blocks on them and then slice the cheese down to 2- and 5-lb blocks and then again into cubes, sticks and shredding.”
- Start-to-Finish Conveying Options for Packaging – Once cheese is packaged, the product no longer needs to be run on sanitary conveyors, which makes Nercon’s ProCore® line of conveyors a good fit for cheese packaging. By pairing Nercon’s cheese production conveying solutions (from the HydroCore® line) with Nercon’s cheese packaging solutions (from the ProCore line), customers get a more cohesive, customized and efficient cheese conveying solution that fits with their operations.
- Turnkey Solutions Paired with Engineering Expertise – Developed by highly skilled engineers over countless hours of analysis and testing, ProCore® conveyors skip the costly start-up of a custom process and begin with a core of proven equipment making your projects more cost-effective and our turnaround time faster. “When a $555M dairy processing plant was being constructed in Michigan, they came to us to develop a solution for their entire cheese manufacturing process,” said Jeff Falash, Nercon's Research and Development Manager. “Because we were involved from the very beginning of the new plant development, we were able to walk through the plan and help determine the best location for each conveyor line to be installed, as well as match them with the right equipment for each step of their cheese manufacturing process.”
Whether you are handling raw cheese products or packaging cheese for commercial, restaurant or consumer use, Nercon’s innovative sanitary conveyor system design is known for its versatility and durability adding value across packaging operations. With our ProCore® and HydroCore® lines, you’ll minimize physical damage to cheese and dairy products, as well as enhance sanitation efficiency to increase your speed to market to meet growing consumer demand.
Looking to add a food-grade, sanitary conveyor to your cheese production line?
Contact us to experience the Nercon difference.




