Conveyor Systems for Frozen Foods

Food-Safe and Cold Room Conveyor Systems
A high degree of knowledge is crucial to the success of new conveyor lines and equipment in a manufacturing environment with a temperature range of -40° to 32° F. The water content of frozen foods makes them fragile to transport from high speeds or high temperatures which can cause thawing through friction or processing, damaging the products' integrity.
Keep It Clean
Nercon's Advantage
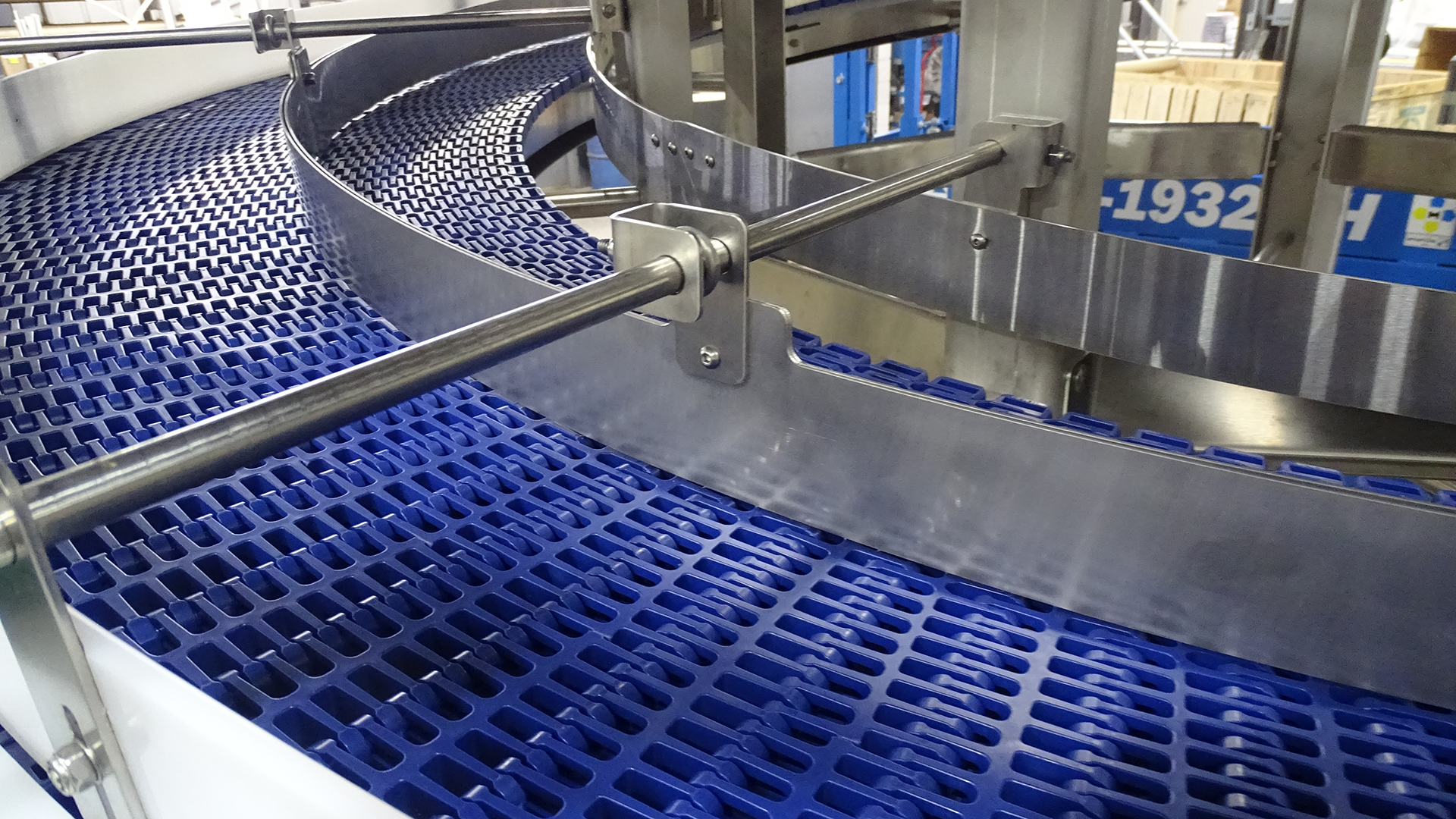
These conveyors are easily cleanable, made for washdown environments and were designed to gently transport the products with a desired throughput speed, preventing unwanted thawing and maintaining product integrity.
![]()
Food-grade components
![]()
Enhanced sanitation efficiency
![]()
Fast start-up efficiency due to match-marked removable components
![]()
Stands up to rigorous sanitation practices (COP) and regular daily hygienic procedures (CIP)
Nercon’s HydroCore® conveyors are uniquely innovative sanitary conveyor designs known for its versatility and durability adding value across frozen food processing lines from receiving and pre-treatment to packaging with:
Experience
Nercon has expertise in engineering bulk cold room conveyors such as:
- Tote Systems
- Hopper Systems
- Combining Conveyors
- Sorting Conveyors
Applications:
Cold room conveyor systems engineered by Nercon can handle various types of frozen ingredients and finished products:
- Ice Cream Containers
- Desserts
- Snacks
- Breakfast Foods
- Entrees
- Ready-to-Eat Meals
- Fruits and Vegetables
- Pizza
- Frozen Dinner Packaging
Conveyors that Withstand the Cold
Nercon has also manufactured conveyors in cold environments to handle:
- Cases
- Totes
- Pallets
- Pouches
HelpfulGuides, Insights & More
Our Resources
See Our Products in Action
Watch Our Videos

See Our Products in Action
Explore Our Product Image Gallery






Conveyor Solutions
Product Handling Conveyors

What's New
Innovations & Updates
Stay up to date with Nercon's latest innovations, from advanced conveyor solutions that streamline production to faster delivery advantages - all designed to enhance efficiency and performance.







Request A Quote
Looking for a solution designed specifically for your needs? Share the details of your project with us, and our team will create a customized quote tailored to your goals, budget, and requirements.
Frequently Asked Questions
How do Nercon conveyors protect frozen food integrity?
Nercon designs its frozen food conveyor systems for gentle handling of fragile items like frozen fruits, vegetables, snacks, and ready-to-eat meals to minimize breakage and waste. Conveyor configurations and belt selections are engineered to prevent unwanted thawing from friction or heat, helping maintain product quality from receiving through packaging.
Are these conveyors suitable for sanitary, cold room food processing and packaging?
Yes, Nercon’s HydroCore® sanitary food packaging conveyors use food-grade components, are built for washdown environments, and withstand both clean-out-of-place and clean-in-place sanitation procedures. Open, hygienic designs with match-marked removable components improve access for cleaning, enhance sanitation efficiency, and help reduce cross-contamination risks in cold rooms.
Can Nercon customize frozen food conveyor systems for my application?
Nercon engineers custom line layouts using ProCore® and HydroCore® platforms to move frozen products to and from freezers and between processing and primary or secondary packaging. Solutions can be tailored for totes, cases, pallets, and a wide variety of frozen products—including ice cream, desserts, entrees, breakfast foods, and frozen fruits and vegetables—while focusing on ergonomics, reduced cold room labor, and maximum throughput.