Conveyor Systems for Pharmaceuticals

Reduced Cross Contamination Conveyors
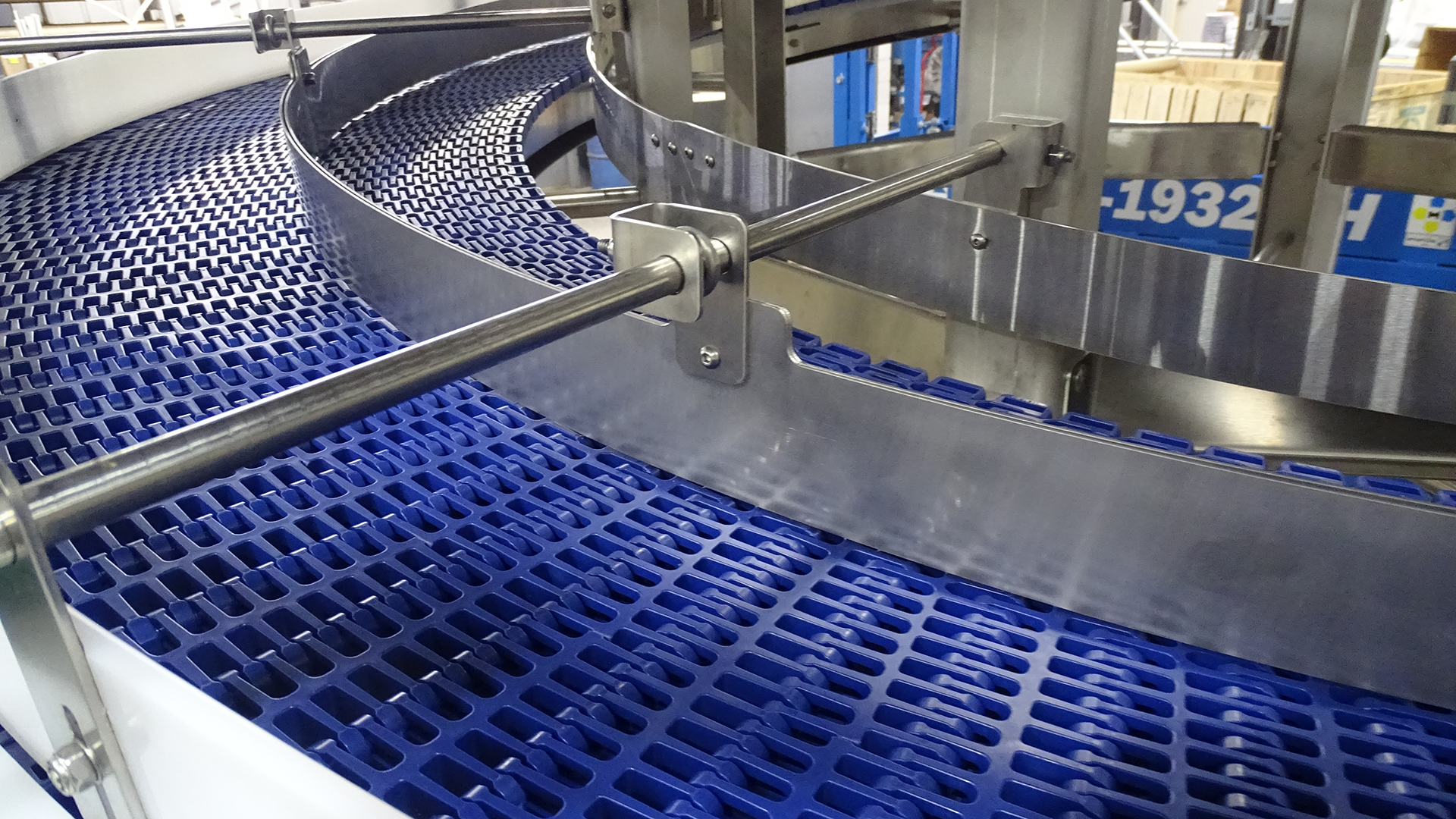
Accuracy, safety, precision, and control are vital components the medical and pharmaceutical industries look for in conveyor systems. Any facility involved in the production and distribution of pharmaceuticals takes priority in, efficiently transporting products in a sanitary enviornment. Here at Nercon, we offer pharmaceutical manufacturers sanitary stainless-steel conveyors to prevent cross contamination between different products and batches. Nercon's conveyors are designed for accessibility for cleaning, reliability, and flexibility.
Experience
- Accumulating
- De-Nesting
- Combining
- Sorting
- Unscrambling
- Rejecting
- Inclining
- Off-line Inspections
- Transferring
- Code Dating
- Gap Transporting
- Bottle Filling
Applications:
- Tablets
- Capsules
- Bottles
- Vials
- Tubes
- Small Cartons
- Small Packages
- Blister Packs
- Pouches
- Bags
HelpfulGuides, Insights & More
Our Resources

See Our Products in Action
Watch Our Videos

See Our Products in Action
Explore Our Product Image Gallery




Conveyor Solutions
Product Handling Conveyors

What's New
Innovations & Updates
Stay up to date with Nercon's latest innovations, from advanced conveyor solutions that streamline production to faster delivery advantages - all designed to enhance efficiency and performance.







Request A Quote
Looking for a solution designed specifically for your needs? Share the details of your project with us, and our team will create a customized quote tailored to your goals, budget, and requirements.