

Choosing the Right Sanitary Conveyor for the Food Industry
May 13, 2021
What to Know About Choosing the Right Sanitary Conveyor
When it comes to choosing a sanitary conveyor for your food-grade manufacturing needs, it’s important to know that not all of them are created equal. In fact, there’s a big difference between the level of a basic, bolted construction washdown and welded-construction, direct food contact conveyor, according to Dan Mentzel, Nercon Account Manager.
“A lot of people will say they need a sanitary conveyor, but sometimes they just need to wash it down,” he explained.
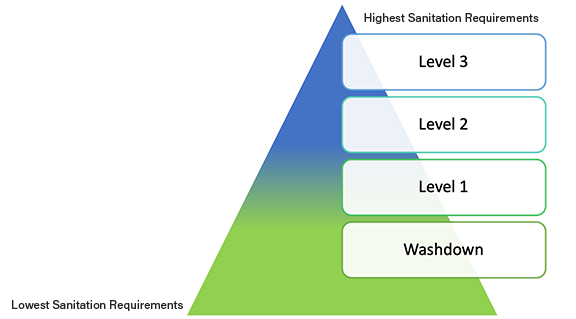
When it comes to selecting the right sanitary conveyor, there are four key factors to consider: construction, belting, ease of cleaning and amount of downtime required to clean. The differences between the levels may seem like nuances, but when it comes to balancing compliance to government regulations for food safety with optimizing productivity, those nuances can make all the difference.
 |
|
- Sanitary Level 1: Sanitary Level I conveyors are designed to handle more sensitive food products such as packaged ready-to-eat (RTE) foods, ice cream or other dairy offerings. Stepping up to a Level 1 sanitary conveyor, customers will notice the change from a bolted construction frame to an open-frame design with continuous welds and bolted standoffs. Nercon’s patented UHMW removable wear strips and guide rails allow for easy, high-pressure CIP and COP in an environment where there’s high use of corrosive chemicals to reduce bacterial growth. Additionally, 2-by-3” channel supports are used instead of the washdown's 2-by-2” angled supports for increased sanitary compliance. While Level 1 conveyors are still not suitable for unpackaged RTE, it will expand cleaning efficiencies and meet compliance requirements, but will also demand financial investments (approximately 25% increased cost compared to the washdown level) that are in line with such expanded capabilities.
- Sanitary Level 2: A transition to the extreme levels of sanitary conveyors ensures food processors will be able to meet or exceed material and construction requirements for third-party audits or FDA inspection in handling raw or open food products in stages at which they are most susceptible to contamination. Nercon’s Level 2 sanitary conveyor reduces bacterial harborage points even further than a Level 1 by removal of all bolted internal components and upgrading to welded construction. While Level 2 sanitary conveyors come with similar features and construction to Level 1 conveyors. Stand-offs in this option are welded, not bolted to further reduce bacterial harborage points. Additionally, food regulation compliance is increased via the use of stainless-steel reducers instead of the epoxy-painted reducers found in Nercon’s Level 1 sanitary conveyors. This construction level may be used to convey starched food products or other raw food, with extreme high-pressure caustic washdown requirements. This level of finishing, welding and components add 12% to 15% to the cost over the Sanitary Level I design.
- Sanitary Level 3: The most hygienic of all Nercon’s sanitary conveyor options, these conveyors provide the utmost in food safety and compliance. With all the same features as Nercon’s Level 2 sanitary conveyors, Level 3 adds an additional layer of food-grade compliance through the use of its 2B finish.
Why Selecting the Right Level is Important
|
Cost: Paying for a Level 3 sanitary conveyor and all its intricate design and features can add unnecessary production costs to your organization if it’s not really what you need, says Jerry Padilla, an Applications Proposal Manager with 36 total years of experience at Nercon. “Sometimes the customer doesn’t know we offer four very different sanitary level solutions. So, when they come to us asking for a sanitary solution, we listen and share solutions to give them what they need without overspending,” Padilla said. Matching the need with the right sanitary conveyor for today’s needs while keeping a keen eye on future needs is something Nercon does well—applying years of experience in the industry. “We really ask a lot of questions and try to get them to be future-minded about their purchase needs,” added Padilla. “We want them to be matched with their needs today for sure from a cost standpoint, but not if that purchase is going to be more costly by being short-sighted with future growth plans.” Changing Compliance Regulations: If a customer purchased a sanitary conveyor years ago, chances are regulations have changed since then and there’s a chance that older conveyors may not meet the stricter requirements today for food-grade sanitation needs. |
|

“Years ago, conveyors were bolted, some had clip-on wear strips with lots of nooks and crannies for bacterial harborage points,” Mentzel explained. “They’re not all built like that anymore.”
Changing from Packaged to Raw: As new products are introduced to the market by manufacturing companies, new needs result for conveyor systems accordingly.
“We had a customer upgrade a conveyor who was handling packaged but unwrapped raw T-bones,” Mentzel said. “Although the customer had just purchased a sanitary conveyor in 2013, the one they ultimately bought from us was far superior to that one and provided the increased sanitation level needed to match their product change.”
Nercon supplies sanitary conveyor solutions that are engineered to the food processor’s specific requirements needed to meet governmental regulations while increasing cleaning effectiveness and efficiencies. Defining and positioning different levels of hygienic conveyor construction allows Nercon to streamline engineering processes and to create the right solution at the right price points for its customers, ensuring the customer pays for what they need and not for extras that won’t ultimately provide value in their processes.
Looking to add a food-grade, sanitary conveyor to your production line? Check out Nercon's HydroCore® Sanitary Conveyor lineup.
Contact us about your next sanitary conveyor project.




