
Alpine Conveyor Systems
Efficient Product Flow with Flexible Alpine Conveyor Systems
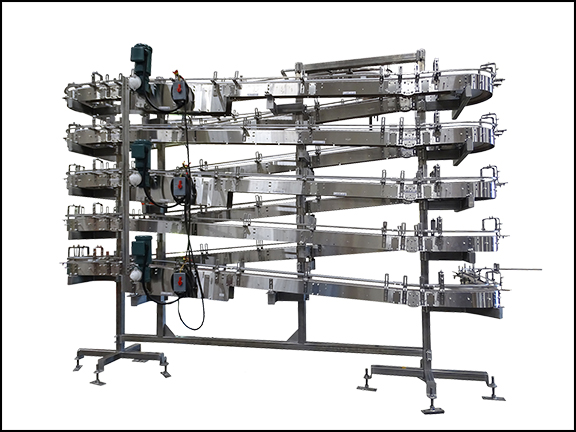
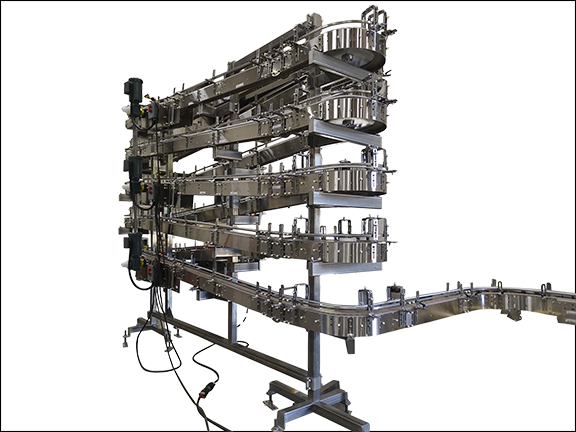
Alpine conveyor systems offer in-line first-in, first-out product transport, and can be designed to elevate, lower or buffer products between machines. Alpine systems can also be installed as offline accumulators; configured to either pre-store product or for product storage during downstream production stoppages.

![]()
Engineered for efficiency and flexibility, Nercon’s Alpine and cooling conveyor systems move, buffer, and cool products with precision across a wide range of industries.
Strong, Flexible Alpine Belt Design
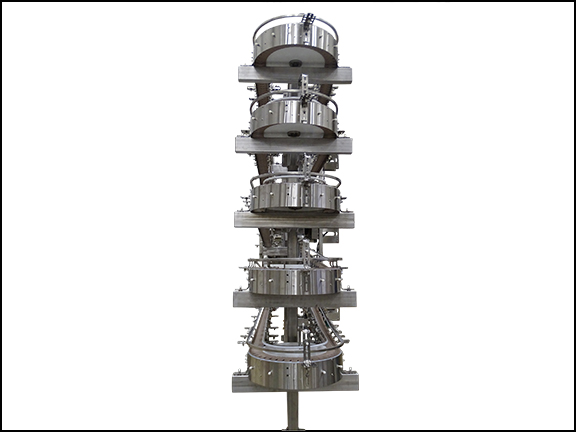
The Alpine system uses a multi-flex belt with a unique knuckle hinge arrangement, providing extra strength compared to conventional side-flexing table top belts. The belt also offers the ability to flex in multiple directions, making it ideal for tight or complex layouts.
Smooth Navigation Around Machinery
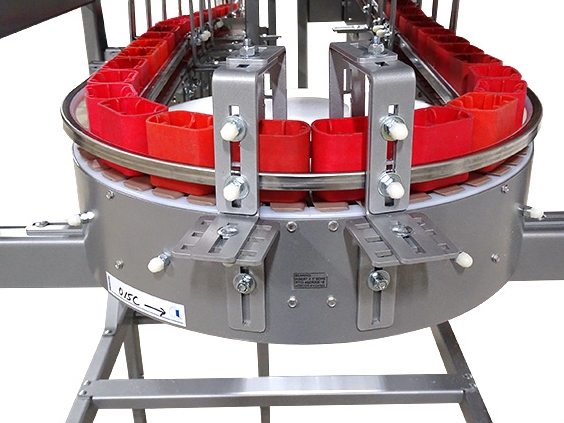
Corner disc guides help the belt navigate curves without significantly increasing belt tension. These discs are available in plastic or cast aluminum. The system’s compact side-flex radius and low profile allow products to move around or through machinery without the need for transfers.
Built for Performance
Engineered Cooling Solutions
Nercon has engineered and manufactured cooling systems for baked goods and health and beauty manufacturers, including specialized designs for food handling and molten gel products.
![]()
Ambient, refrigerated, and tunnel cooling systems
![]()
Fabric or plastic cooling belts with various bed designs
![]()
Systems up to 84" wide and more than 250 feet long
![]()
Spiral or tunnel cooling for molten gel products
See Our Products in Action
Watch Our Videos

Key Features at a Glance
-
Multi-flex belt with knuckle hinge provides added strength
-
Belt flexes in multiple directions for versatile layout integration
-
Corner disc guides reduce belt tension around curves
-
Discs available in plastic or cast aluminum
-
Compact side-flex radius and low-profile design eliminates the need for transfers
-
Cooling options include ambient, refrigerated, tunnel, and spiral systems for food and health & beauty products

Contact Us
Looking for a solution designed specifically for your needs? Share the details of your project with us, and our team will create a customized quote tailored to your goals, budget, and requirements.
Product Handling Applications
Alpine Systems applications include:
-
Conveying between floors
-
In-line processing for heating and cooling
-
Overhead conveying to open up floor space
-
Routing to and from automatic or manual inspection stations
-
Buffering between machines
See Our Products in Action
Explore Our Product Image Gallery







Request Quote
Looking for a solution designed specifically for your needs? Share the details of your project with us, and our team will create a customized quote tailored to your goals, budget, and requirements.
Related Industries

Health & Beauty
