
Traffic Cop
Committed to Quality Merging Equipment
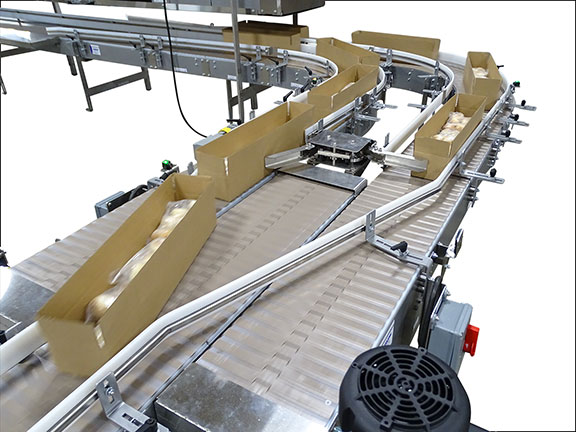
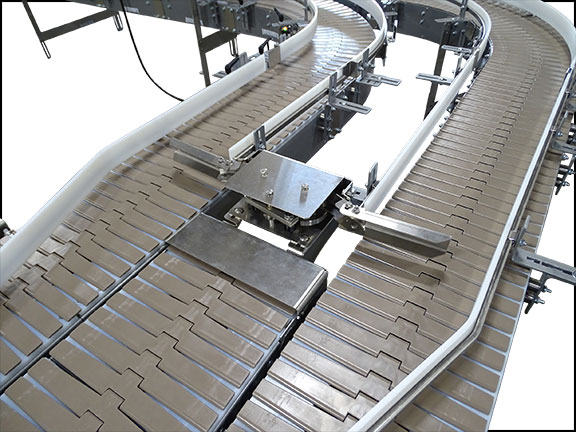
Nercon’s Traffic Cop automatically merges two conveyor lanes of product into a single lane of output. This mechanical device is efficiently designed to aid in smooth product flow from one conveyor to another. The traffic cop prevents product collision and overflow by holding cases back until the merging lane is clear to receive more infeed.
Traffic Cop Control for Smooth Merging
Swinging paddles control each line of the conveyor allowing products from one line of traffic to flow freely without interference from another intersecting line of traffic, feeding the main conveyor in an orderly fashion. As product comes into the merge lane, a controller mechanism detects whether either lane is ready for feeding the merge lane. If one line is moving, the mechanism locks the gate to the other line until the first gate comes back to a neutral position, which signals the second gate to open.
See Our Products in Action
Watch Our Videos


Request Quote
Looking for a solution designed specifically for your needs? Share the details of your project with us, and our team will create a customized quote tailored to your goals, budget, and requirements.
Applications for Traffic Cops
- Boxes
- Bundles
- Cartons
- Cases
See Our Products in Action
Explore Our Product Image Gallery



Request Quote
Looking for a solution designed specifically for your needs? Share the details of your project with us, and our team will create a customized quote tailored to your goals, budget, and requirements.
Related Industries

Beverage

Cheese & Dairy

Confectionery & Candy

Frozen Foods

Health & Beauty

Household Cleaning Products

Meat & Poultry

Pet Food & Supplies

Pharmaceuticals

Produce
