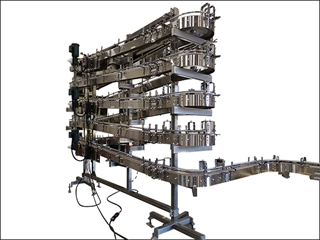
Alpine Conveyor Systems
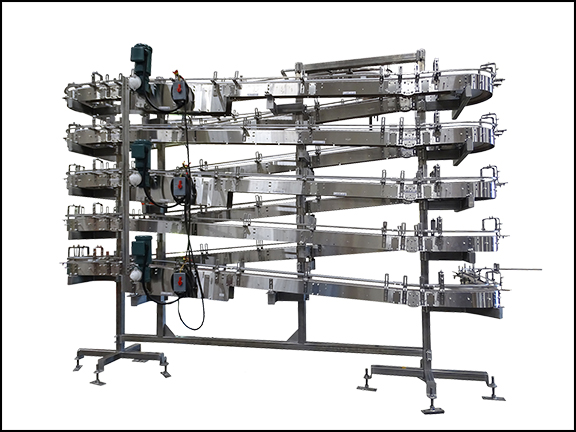

Alpine conveyor systems offer in-line first-in, first-out product transport, and can be designed to elevate, lower or buffer products between machines. Alpine systems can also be installed as offline accumulators; configured to either pre-store product or for product storage during downstream production stoppages.
The alpine system uses multi-flex belt with a unique knuckle hinge arrangement providing extra strength compared to conventional side-flexing table top belt. The belt also provides the ability to flex in multiple directions.
Corner disc guides belt around curve without significant increase in belt tension. Disc can be provided in plastic or cast aluminum.Compact sideflex radius and low profile allows product to go around or through machinery without transfers.
Nercon has also engineered and manufactured ambient cooling conveyors, refrigerated cooling conveyors and cooling tunnels for baked goods and health and beauty manufacturers.
For food handling, Nercon has designed cooling belts with fabric or plastic belting, as well as different bed designs. Nercon has provided cooling conveyors up to 84" wide and more than 250 ft. long. To maximize cooling over a shorter distance, Nercon has also manufactured cooling tunnels.
For the health and beauty industries, Nercon has engineered manufacturing lines that include product handling of molten gel products where cooling has been accomplished in tunnels or with ambient cooling through spiral systems.
Product Handling Applications
Alpine Systems applications include: conveying between floors; in-line processing for heating and cooling; overhead conveying to open up floor space; routing to and from automatic or manual inspection stations; and buffering between machines.
- Photo Gallery
- Videos
- Industries
Alpine Conveyors









Alpine Conveyor