

Conveyor Systems and Conveyor Equipment
Nercon offers a broad range of conveyor systems and conveyor equipment that can accommodate your product handling and packaging needs. A Nercon conveyor moves your products easily, saving you time and effort. Our conveyor systems are flexible and can be easily expanded. You can configure and install them in any location.
Conveyors are versatile systems that can streamline various tasks. They help automate tasks. For example, they move items from one place to another. They also sort products by size or type. Plus, they manage loading and unloading goods.
These systems help organize shipments, stack items neatly, and fill orders correctly. Using conveyors in your operations boosts productivity and cuts down human error in various sectors.

Accumulation Loop
- Accumulators

Adjustable Guide Rails
- Adjustable Guide Rails
- Changeover
Alpine Conveyor System
- Accumulators

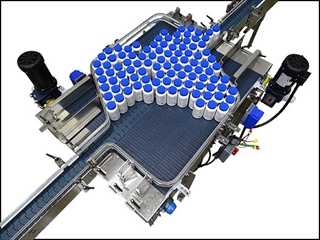
ARB™ (Activated Roller Belt™) Conveyor
- Diverters & Laners

Bi-Directional Accumulation Table
- Accumulators

Divert Gates & Guides
- Diverters & Laners

Draper Z Incline Conveyor
- Incline Conveyor

Flat & Trough Belt Conveyor
- Belt Conveyor

Gravity Product Upender
- Product Handling

Gripper Elevators
- Vertical Conveyor
Gripper Rinser
- General Equipment

Hand Pack Stations
- General Equipment

Lateral Chain Laner
- Diverters & Laners

Low-Profile Belt Conveyor
- Low-Profile Belt Conveyor

Low-Profile MatTop Conveyor
- Low-Profile MatTop Conveyor

MatTop Conveyor
- MatTop Conveyor
Micro-Transfer Conveyor
- Conveyor Transfers

Neroco™ Lift
- Conveyor Elevator

Pressureless Combiner & Single Filer
- Mergers & Combiners

Product Turning
- Product Handling

Product Twist
- Product Handling
Re-Flow Accumulation Table
- Accumulators
Retractable Conveyor Gate
- Retractable Conveyor
- TableTop Conveyor
Rolco Cooling Accumulator
- Rolco Accumulators

Rolco Multi-Level Accumulator
- Rolco Accumulators
Rolco Serpentine Accumulator
- Rolco Accumulators

Rolco Tissue Accumulator
- Rolco Accumulators
Rolco Vertical Accumulator
- Rolco Accumulators

Rotary Accumulation Table
- Accumulators

Sanitary Flat & Trough Belt Conveyor
- Belt Conveyor
- Sanitary Conveyors
- Sanitary

Sanitary MatTop Conveyor
- MatTop Conveyor
- Sanitary Conveyors
- Sanitary

Sanitary Wire Mesh Conveyor
- Sanitary Conveyors
- Wire Mesh Conveyor
- Sanitary

Sanitary Z Incline Conveyor
- Sanitary
- Incline Conveyor

Servo Technology
- Mergers & Combiners

Side Belt Transfer
- Conveyor Transfers

Spiral Conveyor
- Spirals

Spirex™
- Spirals

Storage Conveyor
- Accumulators

Successive Laner
- Diverters & Laners

TableTop Conveyor
- TableTop Conveyor

Traffic Cop
- Mergers & Combiners

Vacuum Conveyor
- TableTop Conveyor
Vertical Accumulator
- Accumulators

Vertical Case Elevators
- Vertical Conveyor
Vertical Merger
- Mergers & Combiners

Washdown Spiral
- Washdown
- Spirals

Z Incline Conveyor
- Incline Conveyor

Zero Tangent Radius Conveyor
- MatTop Conveyor
Key Factors in Designing a Conveyor System
Designing a conveyor system needs careful analysis. You must consider many factors. This ensures it meets current needs and can adapt to future demands. Here's what to consider:
- Traffic Rate and Routing: Assess the flow of products or materials across the system. Determine how often items need to move and the paths they should take to optimize efficiency.
- Facility Space and Layout: Check the space and layout. Make sure the conveyor system fits in smoothly. Make adjustments where necessary to maximize usage and system functionality.
- Automation and System Integration: See how the conveyor can link with existing or upcoming automation technology. This includes software solutions that manage logistics and enhance throughput and quality.
By focusing on these parts, you can create a conveyor system. This system will boost workflow, cut processing time, and keep quality high.
Conveyor Equipment and Features
Nercon provides more than just conveyor systems. We also offer various conveyor equipment to meet your operational needs. These include conveyors with advanced features. They have automated sorting, orientation, and tracking. This ensures that your products are handled carefully and precisely.
We provide conveyor accessories like chutes, guards, and diverters. These help improve your system's functionality. You can customize these accessories to fit your production line needs, so they work smoothly.
Key Benefits of Conveyor Systems
- Automation of Repetitive Tasks: Conveyor systems move products automatically. This boosts efficiency and reliability. It also cuts down on the need for manual labor. This leads to a more streamlined operation.
- Intelligent Product Handling: These systems are made for careful handling. They reduce product loss by buffering items well and transporting them.
- Ergonomic Improvements: Conveyor systems help create a safer and more comfortable workplace. They reduce the need for workers to walk and carry products manually.
- Seamless System Integration: Our conveyor solutions blend easily with your current systems. They support and boost your automation technology and operations.
- Modularity and Versatility: These systems can do many tasks. They pick, load, unload, and sort. This makes them a flexible choice for different operational needs.
Why Choose Nercon?
As a leading conveyor systems manufacturer, Nercon is committed to delivering high-quality, durable, and efficient solutions for product handling and packaging needs. Reach out to our team today to explore how we can help streamline your operations.



